Настольный
универсал.
Известно, что у многих станков
инструмент совершает вращательнсе движение
относительно детали, а отличаются они друг от
друга преимущественно лишь горизонтальным или
вертикальным расположением рабочего органа, а
также применением дополнительного оборудования
и приспособлений. Это и натолкнуло на мысль об
использовании для различных операций единого
силового узла, состоящего из суппорта с
укрепленными на нем шпиндельной головкой и
электродвигателем, связанными ременной
передачей. А для того чтобы шпиндель мог занимать
и горизонтальное и вертикальное положения —
сделать весь узел поворотным! Эта идея и была
реализована. Для владеющих навыками работы на
токарном и фрезерном станках изготовгение
универсала трудностей не представит. На
основании — прямоугольном дюралюминиевом листе
25х400х500 мм — крепятся две стойки —
цилиндрические стальные стержни диам. 38 мм. Они
соединяются на уровне основания и вверху двумя
мостиками, изготовленными из стального бруска
толщиной 25 мм. Ползун суппорта шпиндельной
головки — фрезерованный латунный брусок
размерами 75х100х160 мм. Хотя массивность этих
деталей обусловливает повышенную трудоемкость
изготовления, от их жесткости зависит будущая
точность работы станка.
 Для того чтобы суппорт имел
возможность перемещаться вдоль стоек, на его
ползуне укреплена гайка ходового винта, а сам
винт — стальной стержень с резьбой М20 —
установлен между стойками в верхнем и нижнем
мостиках и при вращении маховика имеет
возможность поворачиваться в подшипниковом узле
нижнего мостина и в латунном подшипнике
скольжения — лимбе — верхнего.
Для того чтобы суппорт имел
возможность перемещаться вдоль стоек, на его
ползуне укреплена гайка ходового винта, а сам
винт — стальной стержень с резьбой М20 —
установлен между стойками в верхнем и нижнем
мостиках и при вращении маховика имеет
возможность поворачиваться в подшипниковом узле
нижнего мостина и в латунном подшипнике
скольжения — лимбе — верхнего.
Для компенсации возможного
осевого зазора в резьбовом соединении во фланце
гайки суппорта предусмотрен паз, поджимая
который нетрудно уменьшить зазор. Хвостовик
ходового винта крепится гайками в нижнем мостике
через два подшипника: радиальный №. 202 и упорный
№ 8102. Такая конструкция обеспечивает свободное
вращение винта при возможности полной выборки
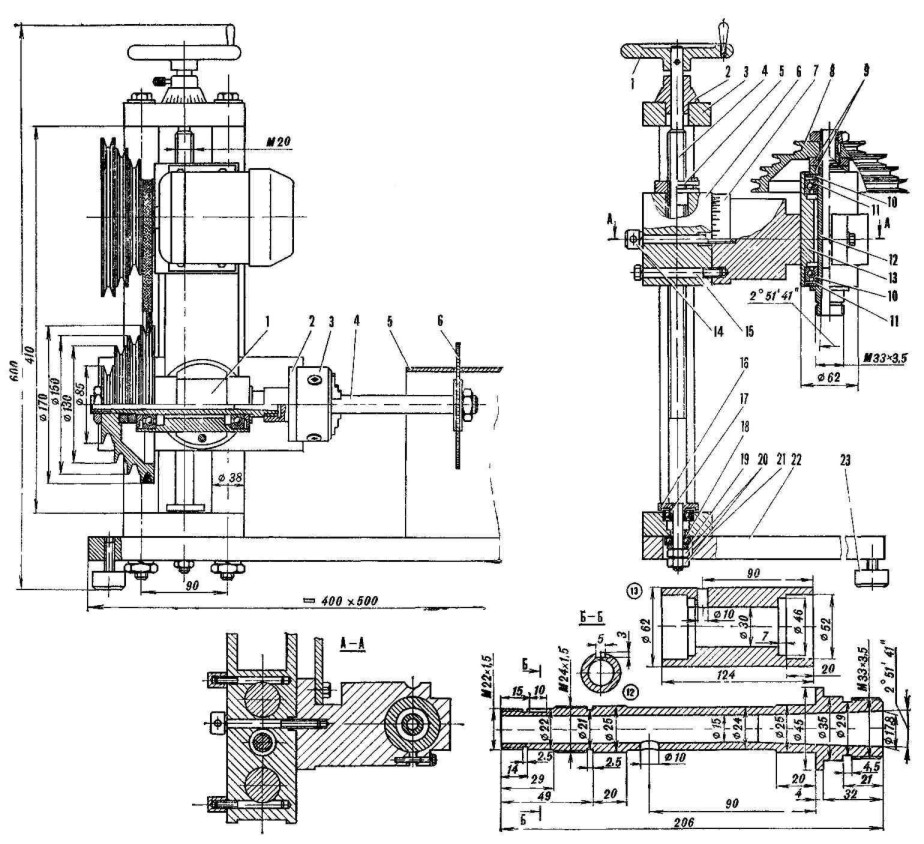
осевого зазора. На рис.1 и рис.2
показаны горизонтальный и вертикальный варианты
расположения станка.
Рис. 1. Станок в горизонтальном
варианте:
1 — шпиндельный узел в сборе, 2 —
фланец крепления токарного патрона, 3 — токарный
патрон, 4 — оправка для установки пильного диска,
5 — опорный стол, 6 — пила.
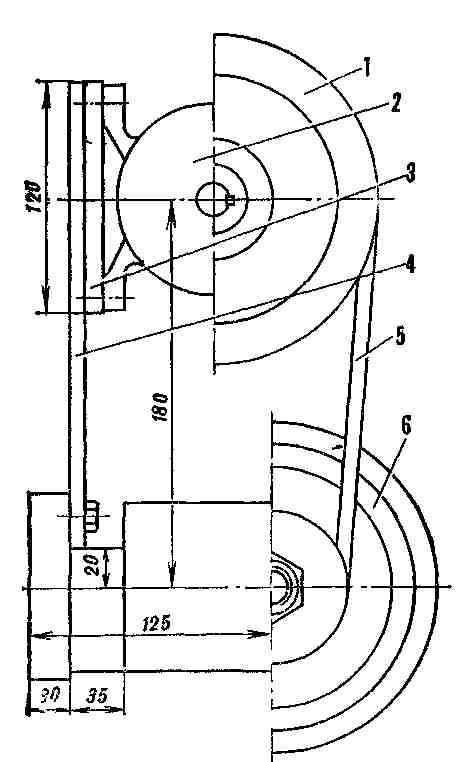
Рис. 2. Вертикальный вариант
станка:
1 — маховик с рукояткой, 2 —
лимб-подшипник, 3 — верхний мостик, 4 — винт
вертикальной подачи (М20), 5 — гайка суппорта с
разрезным фланцем, 6 — ползун суппорта
шпиндельного узла, 7 — поворотный суппорт, 8 —
шкив шпинделя, 9 — зажимные гайки, 10 —
маслоудерживающие кольца, 11 — подшипник № 205, 12 —
шпиндель, 13 — корпус, 14 — осевой болт фиксации
поворотного cyпnopтa, 15 — дополнительный болт, 16 —
крышка подшипника, 17 — подшипник № 202, 18 —
упорный подшипник № 8102, 19 — шайба, 20 — гайки, 21 —
нижний мостик, 22 — основание станка, 23 — винтовая
ножка
Механизм вертикальной подачи
позволяет точно определять перемещение ползуна,
ориентируясь по угловому повороту ходового
винта. Для этого на конической поверхности
лимба-подшипника нанесен ряд равномерно
распределенных по окружности рисок. Цену деления
лимба получаем, разделив шаг ходового винта на их
количество. Большое значение для точности работы
станка имеет свободное, но безлюфтовое
перемещение ползуна по направляющим. Это
зависит, во-первых, от точности выдерживания
межосевых расстояний отверстий под стойки в трех
деталях: ползуне, верхнем и нижнем мостиках и,
во-вторых, от обеспечения беззазорного
сопряжении: стойки — ползун. Первое условие
легко обеспечивается совместной обработкой этих
деталей при изготовлении, а второе — подгонкой
наружного диаметра стоек к диаметру отверстий в
ползуне.
Силовой узел станка состоит из
поворотного суппорта, шпиндельной головки и
пластин фиксации электродвигателя. Весь узел,
установленный на ползуне, имеет возможность
поворачиваться вокруг горизонтальной оси на
любой угол и закрепляться в выбранном положении
с помощью центрального и дополнительного болтов.
Изготовить поворотный суппорт
можно из круглого стального стержня диам. 100 мм и
длиной 170 мм, профрезеровав в его цилиндрической
поверхности сегментный паз для установки
несущих пластин электродвигателя и еще две
параллельные площадки — для кольцевого зажима
шпиндельного узла.
|
|
| Рис. 3. Силовой узел
станка: 1—шкив
электродвигателя, 2—электродвигатель N == 180Вт, п =
1380 об/мин, 3—пластина крепления двигателя,
4—несущая пластина кронштейна, 5—клиновой
ремень, 6—шкив шпинделя. |
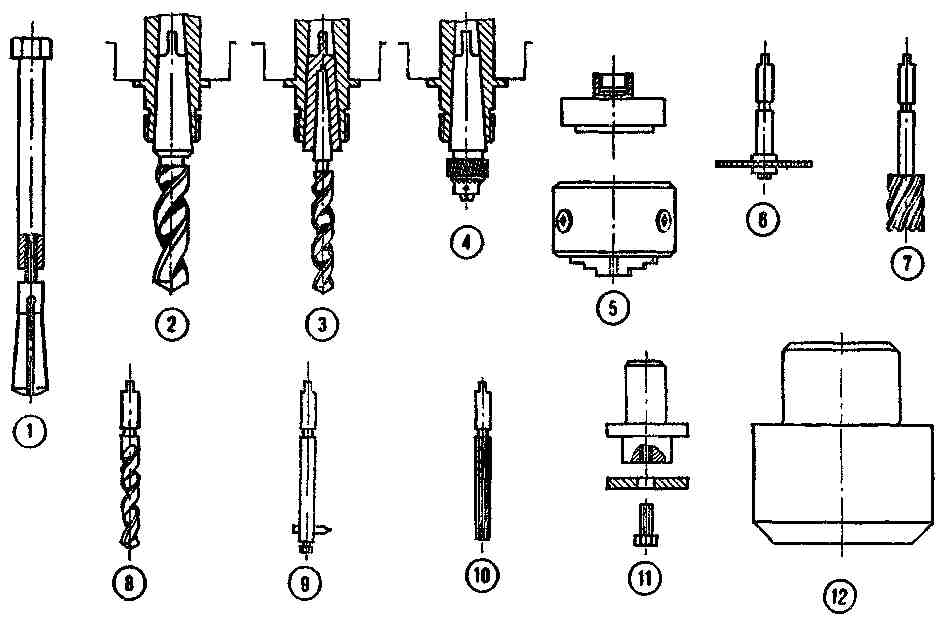
Рис. 4. Комплект основных
инструментов к станку-универсалу: 1 — цанга с затяжным болтом, 2 —
инструмент с коническим хвостовиком, 3 —
установка инструмента через переходный конус, 4
— сверлильный патрон на конической оправке, 5 —
токарный патрон с переходным фланцем, 6 —
дисковая фреза, 7—10 — инструменты с
цилиндрическим хвостовиком: сверла, зенкеры,
развертки, расточные головки и др, 11 — оправки
для установки наждачных, проволочных,
полировальных кругов, 12 — цилиндрическая
оправка для прессования. |
Электродвигатель крепится на
кронштейне с помощью двух стальных пластин,
соединенных болтами через пазы, обеспечивающие
возможность регулировки его положения. Это дает
возможность установить шкивы электродвигателя и
шпинделя в одной плоскости, а также обеспечить
необходимое натяжение приводного ремня.
Шпиндельная головка состоит из деталей, легко
вытачиваемых на токарном станке: корпуса,
шпинделя, масло-удерживающих колец, зажимных
гаек и многоручьесого шкива. Шпиндель —
пустотелый стальной вал — приводится во
вращение от электродвигателя с помощью
клиноременной передачи посредством
укрепленного на шпонке шкива. Рабочий хвостовик
шпинделя имеет внутреннее отверстие под конус №
2, а по наружному диаметру — резьбу МЗЗ. Это дает
возможность устанавливать в нем инструмент с
коническим хвостовиком — сверла, развертки,
зенкеры, расточные головки, цанги, сверлильные
патроны, а с помощью переходных фланцев и оправок
— токарный патрон, планшайбы, шлифовальный,
полировальный круги, отрезные керамические и
дисковые фрезы, пилы. Конечно, для наиболее
эффективного использования этих инструментов
потребуются некоторые приспособления. Так, при
вертикальной ориентации шпинделя для выполнения
сверлильных работ желательно применение
станочных тисков. При сверлении мелких деталей
удобнее пользоваться рабочим столом рычажного
или шестеренчатого типа.
Значительно расширит
функциональные возможности станка применение
координатного стола с укрепленными на нем
станочными тисками. Благодаря наличию двух
взаимно перпендикулярных ходовых винтов деталь,
зажатую тисками, можно будет смещать
относительно вращающегося инструмента в двух
направлениях (по двум координатам). Это позволит
при вертикальной компоновке выполнять фрезерные
работы, а при горизонтальной, зажав деталь в
патроне, а резец — в тисках, — токарные. Для того
чтобы точить детали значительной длины и
обрабатывать твердые материалы: сталь, чугун,
бронзу, на столе можно закрепить заднюю бабку, а
суппорт оборудовать дополнительной раздвижной
стойкой, закрепляемой на основании. Превратить
станок в дисковую пилу можно с помощью простого
П-образного столика, согнутого из стального или
дюралюминиевого листа толщиной 2 мм.
* * *
Силовой привод станка, помимо
выполнения своих основных функций, позволяет
приводить в движение самые различные бытовые
механизмы: гравировальную установку, мешалку,
намоточный станок, прялку и даже — в помощь
хозяйке — мясорубку и шинковку! Основание станка
с механизмом вертикальной подачи может
выполнять еще одну «работу по совместительству»:
при замене шпиндельной головки простой
цилиндрической оправкой получается достаточно
мощный пресс, который пригодится и при сборочных
операциях, и при склеивании деталей, и при
вулканизации. Но и этим не ограничивается
перечень возможностей станка. Несложные
приспособления позволяют изготовлять на нем
панцирную сетку, осуществлять прокатку через
простые и фасонные вальцы или при замене вальцов
на дисковые ножи — разрезать листовые материалы.
Кроме того, на базе этого станка создана и
опробована в работе оригинальная конструкция
пантографной копировальной установки,
обеспечивающей микрофрезерование любых
профилей, надписей и изображения по копиру с
масштабом уменьшения от 1 :1 до 1 :50!
Ю. ОРЛОВ, Р. МАЙ., г. Троицк,
Московская обл.,
«М-К» № 7, 1984 г.
{kind=link}